
扁平电缆薄膜层压法成型全过程与压延工艺有相似点,黏性薄膜的流动归属于二维流动,它在成型辊间隙的各点剪切速率均不相同,扁平电缆薄膜层压法其剪切速率沿层压方向历经的转变全过程,此外正中间粘压一部分还遭受导线的曳引,提升了流动的复杂化。
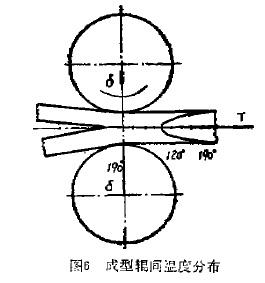
预制薄膜法成型时,未进到成型辊的薄膜处在“冷态”,必须在成型辊表层加温软化,聚氯乙烯传热系数较低,要使薄膜做到粘接溫度必须一定的加温時间。在成型辊间的塑胶温度梯度遍布如下图所示,不难看出,生产制造速率低是预制薄膜成型法的原有缺点。
当绝缘层是氟塑料时,聚四氟乙烯仅有软化点,沒有真正熔点,不可以产生熔体,因此扁平电缆薄膜层压法不可以选用热塑法生产加工成型,仅有选用图7所显示的方式才可以成型。
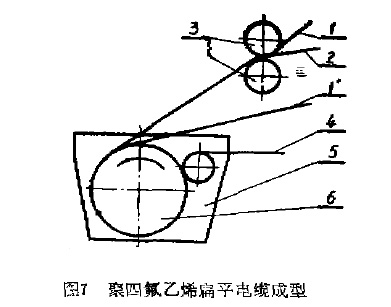
扁平电缆薄膜层压法中先将未燃结聚四氟乙烯薄膜1和导体2在带槽模辊对3间压接,导体2的线间距由模辊3调节至适合规格,并同未燃结薄膜1’一起进到烧结炉5。炉内模辊6一样为带槽轮,烧结炉为盐融槽,薄膜1和1’在槽体黏合并烧结为扁平电缆4。

